


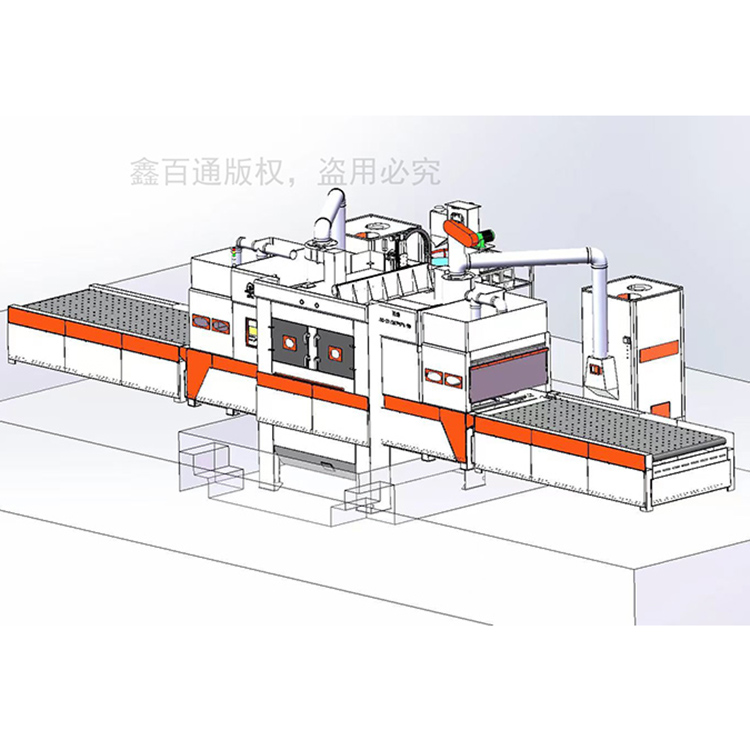



本套設備主要由噴砂主機、提升系統,旋風分離器、除塵系統、電氣系統,空氣壓縮機(37KW用戶自備)組成。
噴砂介質:鋼砂,鋼丸,玻璃珠,棕剛玉,金剛砂,白剛玉等。
工件噴砂要求:結構件,外表面噴砂。
加工范圍(每次處理量):100Kg以下(單件重量不超過5Kg)。
加工效率:以貴公司產品為樣件噴砂,履帶自動翻動噴砂,實際轉速以客戶工件形狀及噴砂效果確定。
設計標準:
JB/T8355—2008 拋噴砂設備通用技術條件
GB/T8923-2008 涂裝前鋼材表面銹蝕等級及除銹等級
GB16297-2008 大氣污染物綜合排放標準
GB/T5226.1-1996 工業機械電氣設備第一部分:通用技術條件
GBZ 1-2002 工業企業衛生標準
GB12348-2008 工業企業廠界噪聲標準
二、工作流程:
本機實為自動型噴砂機,工人只操作控制系統和裝卸工件,工件表面噴砂由機器自動完成。
加工順序如下:
1、啟動前,應檢查外部氣源和電源,打開照明系統及除塵系統。
2、噴砂前,工人將工件放入履帶噴砂倉凹處,注意加工范圍內規定每次處理量,不可過多。關閉噴砂艙門,鎖緊壓住感應探頭。
3、啟動噴砂系統,履帶帶動工件做翻轉,噴砂系統開啟自動噴砂。
4、噴砂結束后有延時吹塵系統對殘留在工件上的砂塵吹凈。
5、啟動履帶翻轉,自動卸下工件。
三、本機特點:
1、本機采用履帶帶動工件翻轉滾動噴砂方式。
2、槍架采用擺動式噴砂,可使工件噴砂更均勻,槍架速度可依據實際要求調整。
3、采用帶條狀皮帶可使工件更易翻轉,可正反轉以利噴砂作業。
4、采用提升系統,旋風分離密閉式作業方式,噴材自動回收循環使用。如提高砂材使用率,較易控制砂材粒度。
5、本機采用粉體烤漆以達到美觀、耐久使用的要求。
6、可根據客戶不同要求設計制作。
7、使用砂材為:氧化鋁、金剛砂、玻璃珠、核桃砂、樹脂砂、細號鋼丸、鋼鐵不銹鋼丸、鋁丸等,目數:16#-200#。
8.吸入式履帶噴砂機與提升式噴砂機主要區別:①噪音:磨料入砂槽工作方式不一樣,提升式履帶噴砂機可選擇功率更小的中壓風機,噪音明顯降低,利于環保。②磨料選擇:吸入式對磨料粗細(目數)有嚴格限制,提升式則可以有更大范圍的磨料選擇,加大噴砂機的使用范圍。③功效:提升式對砂槽有穩定的磨料供應,故噴嘴能產生穩定的噴射流,使工件表面處理更均勻,美觀,工件噴涂后效果更好。④經濟效益好,磨料耗損少,同等條件下能節省磨料30%。⑤維修方便且耐用,由于供料方式不一樣,大大延長了橡膠件的使用壽命。⑥提升式履帶噴砂機代表了噴砂設備發展的方向,簡單、高效、耐用一直是百超人的追求!
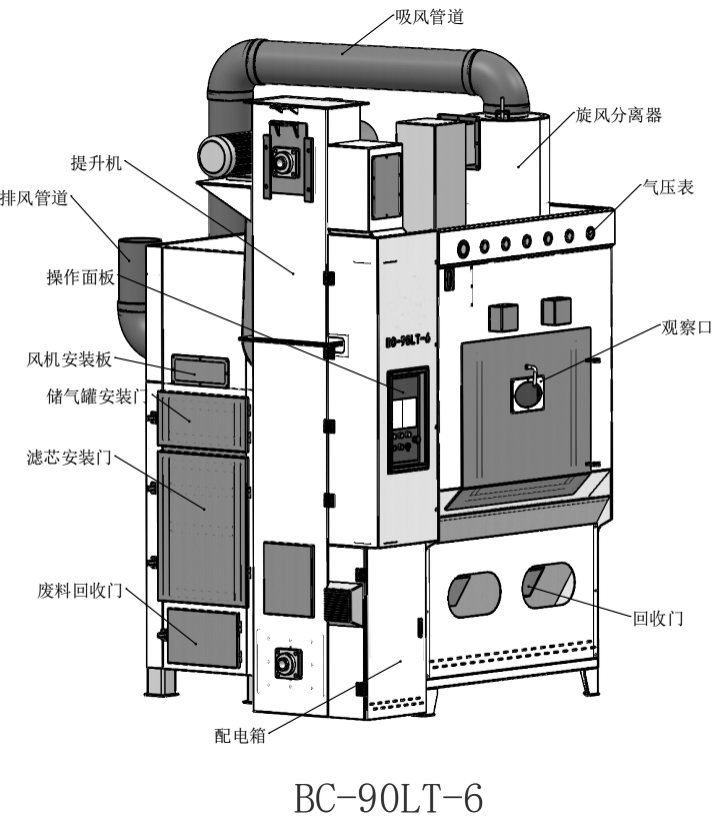
四、噴砂機主要結構:(見設計方案圖)
本機型主要由噴砂主機、噴砂系統、磨料回收系統、通風除塵系統、磨料分選系統和電氣控制系統等組成。
磨料回收系統工藝流程為:
1、噴砂主機:
噴砂主機是工件進行噴砂清理的地方。噴砂艙為全密封式結構,噴砂主機結構見下圖:
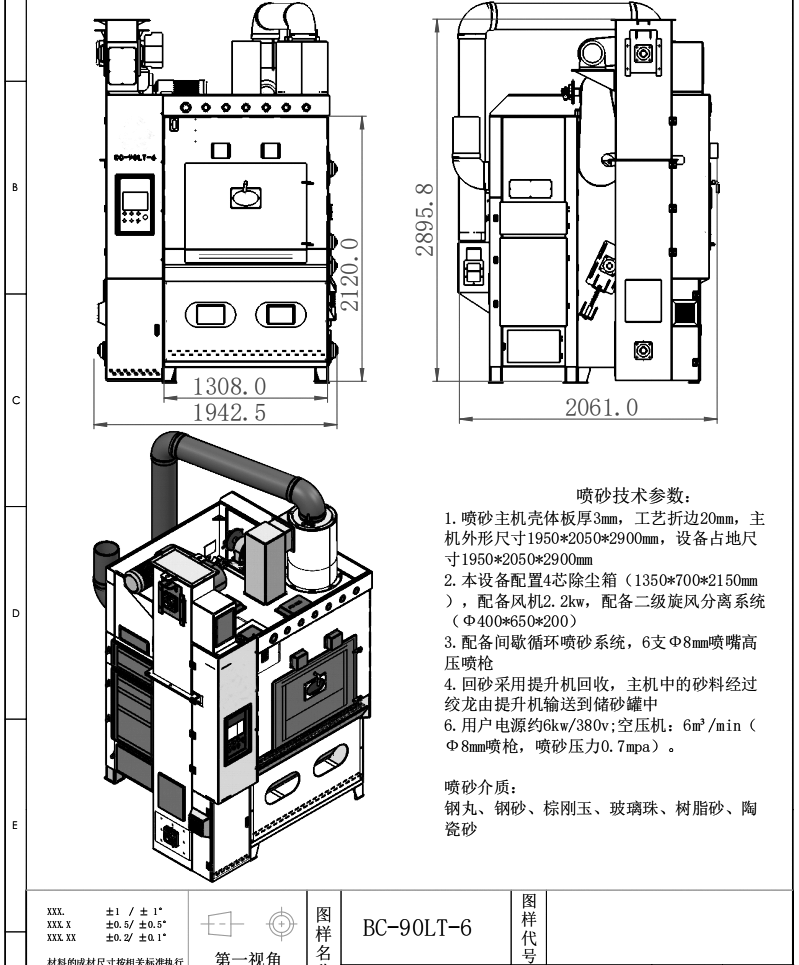
噴砂主機主要技術參數:
采用3mm厚鋼板焊接而成,表面噴漆。噴砂艙壓帶盤、兩側擋板和噴砂倉門等幾個關鍵部位貼(掛)膠皮防止打壞噴砂倉體和灰塵外逸,機艙下部有過濾網防止大的雜物和清理毛刺掉入砂料中。在噴砂倉內配有吹凈氣槍。噴砂機主機上設有觀察視窗。本機工件輸送采用履帶經滾筒減速電機驅動帶動工件做翻轉運動,電機功率為1.5KW,電機由變頻器控制,輸送帶速度可調,噴砂時履帶實際輸送速度由產品噴砂工藝要求定出。在主機電控面板上安裝急停按鈕。
主機外形尺寸:1950mm(長)×2050mm(寬)×2900mm(高)。
履帶尺寸:寬1100* 長3200*厚14(mm)。每次處理量:100Kg以下(單件不超過5Kg)。
履帶電機:CH32-1.5kw-100 除塵(風機)電機:380V/50HZ、2.2kw
噴砂槍架擺動電機:CH28-750W-10
2、噴砂系統:
噴槍擺動采用連桿擺動機構,噴槍作角度擺動,噴槍擺動距離和位置可根據噴砂效果進行調整,噴槍擺動速度可調。本機配置6支噴槍,噴槍材料采用鋁合金,型號:B4型噴砂槍。噴嘴材質采用優質耐磨碳化硼。噴嘴通徑:Ф8mm。噴槍距離、角度和位置完全可以根據用戶的產品需要進行調控,根據加工要求可以啟動所需噴槍數量。
→(噴砂系統實物圖)
3:砂料輸送系統
(1) 螺旋輸送器 螺旋葉片,UCF軸承,減速機(川島牌0.75kw1:50) 縱、橫向螺旋輸送器螺旋軸采用焊后整體加工,保證兩端同軸度,從而徹底解決設備使用過程中的不同心問題。螺旋輸送器上設有維修用蓋板。采用帶方座外球面球軸承,該軸






